



玻璃原料自动配料站系统简介
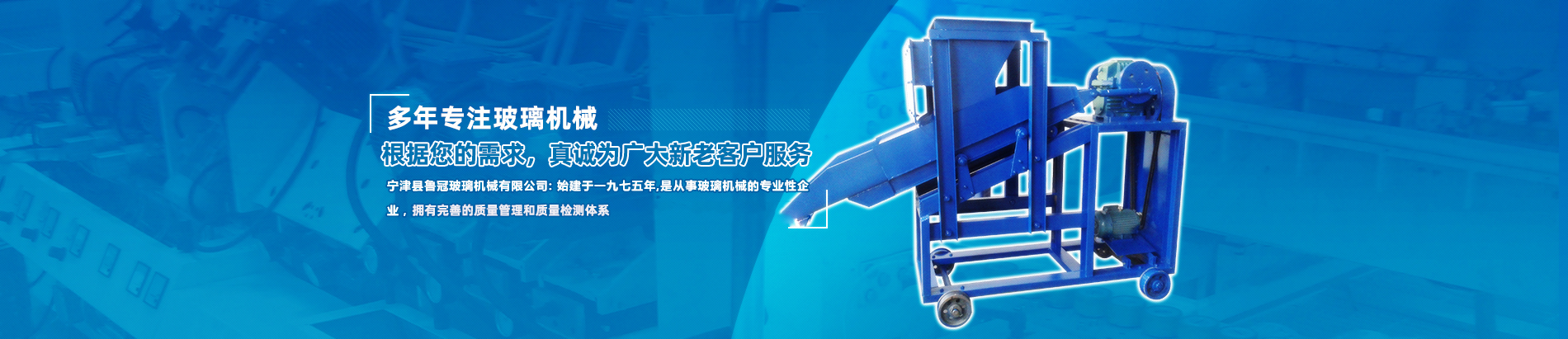
产品概述: 玻璃原料自动配料站是采用gao精度称重传感器,微电脑控制仪表与guoji先进的程控技术相结合的高科技产品,实现多种工业场合的各种不同物料的配比称重。与喂料系统、输送系统、搅拌系统等以及相应控制系统结合形成一条自动化称重流水线。
性能特点:实现多种物料配重,可修改配方
精度满足国家0。5级标准, 根据不同料性,设计不同的喂料系统 采用快慢加料,在允许范围内,配料速度可调
根据您的生产量及车间环境,合理设计布局料仓空间。根据不同物料的料性配置不同的加料卸料方式,主要有以下几种方式:螺旋加料、电磁振动加料、大小闸门加料、气动翻板卸料、电磁振动卸料、螺旋卸料、湿性、粘性、腐蚀性等特殊物料需采用特殊的处理方式。


配料系统工程是由多个部分组成,本系统可应用于耐火材料、碳素、玻璃、陶瓷、食品、冶金、化工等工业领域,适合于物料的连续计量和生产过程中的配料作业。如果配料系统工程在使用过程中发生无压力信号或者压力信号不正常的问题该如何处理呢?
1、放大器或A/D板故障
通过测量放大器或A/D板输入和输出信号判断,出现问题更换相应电路板即可。
2、压力传感器损坏或信号线损坏
表现为微机显示重量不正常,可能过大过小或者跳变,甚至有时变化不明显,比较隐蔽。可以检查一下配料系统工程的信号线,有没有出现断裂等情况。因为多年使用会老化,比如线芯断裂,又未完全断开,这种在设备的震动下出现时好时坏的情况,换了信号线后恢复正常。









玻璃生产工艺流程介绍
玻璃是如何生产出来的呢?这个问题对于来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。玻璃的生产工艺包括:配料、熔制、成形、退火等工序。分别介绍如下:
1. 配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2. 熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚,大的可多到20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。玻璃的熔制温度大多在1300~1600゜C。大多数用火焰加热,也有少量用电流加热的,称为电熔窑。现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3. 成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。成形方法可分为人工成形和机械成形两大类。

4. 退火,玻璃在成形过成中经受了激烈的温度变化和形状变化,这种变化在玻璃中留下了热应力。这种热应力会降低玻璃制品的强度和热稳定性。如果直接冷却,很可能在冷却过程中或以后的存放、运输和使用过程中自行(俗称玻璃的冷爆)。为了消除冷爆现象,玻璃制品在成形后必须进行退火。退火就是在某一温度范围内保温或缓慢降温一段时间以消除或减少玻璃中热应力到允许值。
玻璃厂配料(窑炉配料)的原材料有颗粒状、粉末状、碎玻璃、水。一般给排料方式如下:
由于浮法玻璃配料是长期连续工作的,系统硬件线路的复杂及计算机与配料控制器的通讯可靠性差决定了其系统可靠性不高、故障排查难、维修不方便。
新型配料控制系统的构成
新型配料控制系统的结构及原理
随着电子技术的迅猛发展,PLC的功能越来越强,越来越多地应用于各种控制领域。PLC已从传统的顺序控制发展为对各种工业需求的控制,其中就有专门应用于配料的配料控制模块,实现配料控制。支持PLC的计算机控制软件也越来越多,世界上主要的计算机控制软件都能支持主流的PLC,使
计算机与PLC的数据交换变得简单、可靠。


 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


