



玻璃配方在玻璃生产中是一项极为重要的技术资料。人类自生产玻璃以来,
玻璃配方
就特别受到重视。公元前
&
世纪,
考古学家们从当时亚述首都的王宫和图书馆废墟里,
发掘
出大量的泥版文书,
其中有不少是关于玻璃制造方面的。而这些泥版文书是用让人难解的
隐言和暗语以楔形文字撰刻成的。经们译解后,
方知是记述有关玻璃配方的资料。
就是这些珍贵的配方资料,
在出土之前鲜为人知,
足见其保密程度有多么严格了。
玻璃制作中心从美索不达米亚北部或高加索某地发展起来之后,
由亚述到埃及和罗马;
公元前


世纪中叶,
罗马人发明用吹管制玻璃,
这一创举在玻璃制造技术的发展上起了很大
的作用,
成为玻璃生产工艺的一项大革命,
继而又从解决吹制大形厚壁玻璃器物的自然
炸裂上,
导致出退火工艺来,
遂成为玻璃生产工艺的第二次大革命。随后便从罗马转移
到意大利的。在公元
!
!
$
!
.
世纪就成了玻璃制造业的中心,
它的配方和制品
式样新颖、
别具一格,
有的价格还比黄金要贵上几倍。威尼期唯恐配方和技艺外泄,
于
!
$
/
!
年采取了主义的产业保护政策,
把所有玻璃作坊都强行迁到隔海
$
公里的穆兰诺
岛上,
从此玻璃工匠们便被软禁在岛上,
使玻璃配方和制作技艺严封于岛内不得
外传。
“对泄密的玻璃工匠处以甚至死刑”
的严厉措施。
我国古代玻璃制作技艺及其起源虽可上溯到殷商时期,
又有出土的商代青釉印纹尊为
证,
但至今尚未发现有关防泄方面的翔实史料出现。从清朝康熙
于宫内养心殿
造办处设玻璃作坊的情况推测,
我国自古很可能同样沿袭这种狭隘举措去防泄。
我国自解放后,
经多次性的玻璃技艺交流,
使玻璃制作技艺和配方都有显著改进









玻璃传感器精度为±0.03%;配料精度为±0.5%;全体系实施互锁。体系紧张成果包罗检测、表现、控制、通信及输入打印等成果。体系能实时检测各项工艺参数检测配置运转环境及通信妨碍检测。体系能实时表现各项工艺参数及事情运行图包罗工况流程图、配料配置的控制图、配料料方表及记录表(称料记录、报警记录、料方记录等)。控制成果包罗:①互锁成果配料体系是由多种配置构成在运行中相相互互联系关系因此必须实施配置互锁从而克制造成堆料、堵料、废料等变乱产生;②顺起、顺停即皮带机、提拔机、殽杂机按肯定序次启动及肯定序次制止;③制止要是提拔机存有余料势必造成提拔机下次启动时载荷过大破坏提拔机配置因此必须接纳制止;④称重配料时配料控制器具有快加、慢加控制及过冲量自整定等成果确保称重快速、⑤强启、强停为了便于维护、维修配置并能敏捷处理惩罚变乱体系设有配置强行启动和强行制止开关;⑥废料处理惩罚当产生废料时容许皮带机倒转将废料送入废料堆玻璃厂一样平常将废料当作厂内碎玻璃处理惩罚。


山东鲁冠玻璃机械有限公司致力于为客户提供服务,从前期方案到玻璃机械设计制作,再到售后服务,全部由各相关部门人士提供协助与配合。我们将激励以的技能和丰富的经验服务于广大客户,力求达到设计制作与项目自身的结合。我们将竭力把每一个产品打造成为您树立企业形象、拓展市场空间的媒介。
'恪守信誉、以诚为本''设计创新、质量为本'是我公司的创业基本。我们始终追求化发展道路,秉持'客户至上,开拓创新求发展'的运营方针,欲通过持续不断学习改进,运用掌握精湛的生产制作工艺和产品质量控制,用我们的化服务帮助客户创造更高的价值。
山东鲁冠玻璃机械有限公司欢迎广大客户来电咨询!
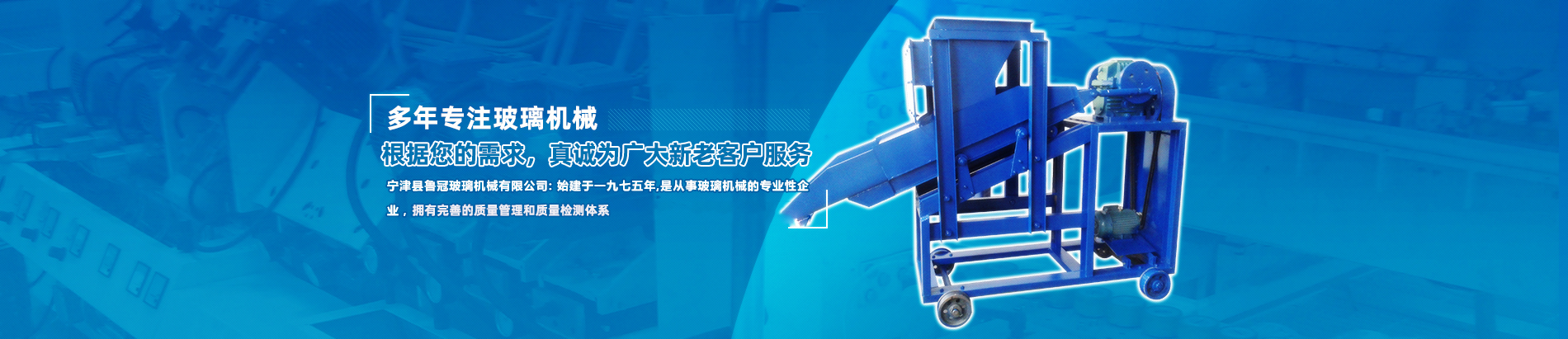
玻璃原料自动配料站系统简介
产品概述: 玻璃原料自动配料站是采用高精度称重传感器,微电脑控制仪表与的程控技术相结合的高科技产品,实现多种工业场合的各种不同物料的配比称重。与喂料系统、输送系统、搅拌系统等以及相应控制系统结合形成一条自动化称重流水线。
性能特点:实现多种物料配重,可修改配方
精度满足国家0。5级标准, 根据不同料性,设计不同的喂料系统 采用快慢加料,在允许范围内,配料速度可调
自动配料系统工作流程:
1.称重料斗装置了称重传感器,并连接输入到工控机。本系统设计停机时对每套称重料斗进行人工检零,可监视称重料斗归零位是否正常;在连续配料运行过程中进行自动检零,可修正称重料斗的零位变动,确保计量准确度。
2.操作者点击配料运行过程开始后,PLC控制种物料加料的气动阀、螺杆开启,该种物料徐徐加入称重料斗,计算机实时监测称重计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,种物料加料气动阀、螺杆关闭,待稳定后测得称重料斗和已加入物料的总重,并以此值作为第二种物料加料前的零位。
3.紧接着开始第二种物料的加料过程,如此反复至第二、第三,直至全部物料加料完毕。


 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


